
FUS-50L(A)发酵罐使用前准备(v1.1.0.0)
2.1 目的
保障发酵罐具有良好气密性,使用前电极和称重的校准。
2.2 罐盖的拆装与罐体清洗
2.2.1 开罐
取消所有自控。
取下所有补料连接。
确认搅拌电机电源关闭。
断开电机电源和测速连接线,拧下电机固定螺丝妥善保存,小心取下电机放置于安全地方,保存好所有连轴零件。
断开压力传感器连接头,并取下压力传感器(如有)。
拧下视镜灯固定螺丝,取下视镜灯,妥善放置视镜灯和固定螺丝。
断开排气冷凝器上端,确认排气冷凝器进水阀和排气冷凝器回水阀关闭,断开排气冷凝器进回水连接软管,拧下排气冷凝器固定并取下排气冷凝器。
 注意:排气冷凝器进回水软管断开时,可能会有残余水流出。
注意:排气冷凝器进回水软管断开时,可能会有残余水流出。
用扳手拧松所有罐盖固定螺丝并断开固定卡扣。
双手握住罐盖把手尝试左右旋转罐盖,确认罐盖和罐体没有粘连。
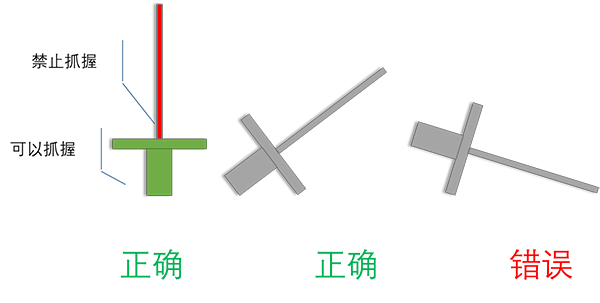
两人分别握住罐盖两个把手,同时向上提出罐盖,倒放或者轴斜向上侧放于地面。
注意:提出罐盖时,可以抓握罐盖把手、罐盖边缘以及电机固定底座,严禁抓握搅拌轴。放置罐盖时,严禁搅拌轴作为支撑受力。
2.2.2 清洗
清洗搅拌轴,如有需要将桨叶拆下清洗。
注意:拆桨叶注意桨叶固定螺丝妥善放置,桨叶固定螺丝孔及螺丝可根据需要进行清洗、水煮或者超声清洗。
清洗罐盖内侧。
取下罐盖上所有补料接口、接种口,根据需要清洗。
清洗排起冷凝器内残留。
清洗罐内壁、空气分布管。
如有需要、拆下挡板进行清洗。
清洗工具可以使用毛刷、抹布、百洁布,禁用钢丝球。
注意:使用百洁布清洗不锈钢也会导致不锈钢表面抛光精度变化,但是并没有证据表明会对细菌、真菌、酵母、放线菌培养造成影响。
注意:清洗要在罐内灭活后进行,防止微生物对环境造成污染;对于排污和排水不分离的产品,不建议直接将带有发酵液的污水直接通过排污管道排放。
2.2.3 安装
确认罐体内挡板安装。
将清洗干净的空气分布管复位。
注意:O型密封圈不要遗忘。
确认搅拌桨安装到需要的位置,并确保安装牢固。
两人分别握住罐盖两个把手,接种口朝向外侧,小心的将罐盖举起,保证搅拌轴不与罐体边缘、内壁等发生碰撞或者摩擦,将罐盖放置与罐体上。
小心的旋转或者挪动罐盖,使得接种口朝向需要的位置、罐盖和罐体边缘对齐。
连接并用手预拧紧所有卡扣。
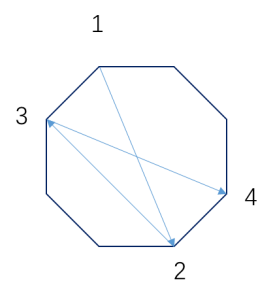
用固定或者活口扳手拧紧第一颗螺丝,然后按照“上一个固定螺丝对位->上一个固定螺丝对位的逆时针临位”的循环顺序紧固所有固定螺丝。
注意:手握扳手靠近开口侧,可以减小力矩,更有利于感知螺丝拧紧的程度;每次拧紧建议不超过1/4圈,感觉到阻力突然变大即可,按顺序拧紧直到所有螺丝感觉没有空隙即可。
注意:过度压紧会导致罐盖密封圈压碎,影响使用寿命。
更换使用过的补料胶塞、确认补料过渡压帽下都有完好的补料胶塞;徒手拧紧补料过渡压帽,徒手将补料盖堵头拧到底即可,不需拧紧。
以电机连接线朝向为参考,将电机轴末端凸起与搅拌轴上端凹槽方向转到大概一致;小心的将电机放在底座上,并确认将电机轴末端的凸起插入搅拌轴上端凹槽。
对准电机和底座的螺丝孔,将固定螺丝拧紧。
注意:螺丝对称拧紧。
安装排气冷凝器和排气管道。
安装视镜灯、压力传感器(如有)及电缆;安装搅拌电机供电和测速电缆。
短暂低速启动搅拌电机,确认电机正常运转且没有异响和过度的震动。
2.3 气密性检测
2.3.1 补料胶塞检查、更换
检查罐盖上所有补料胶塞,更换使用过和漏气的补料胶塞。
徒手拧紧补料过渡压帽和补料盖堵头。
注意:由于补料胶塞比较厚,补料过渡压帽徒手拧紧即可,正常使用不需要工具。
注意:补料盖堵头旋到底即可,不需拧紧,否则可能会导致蒸汽灭菌后不易打开,或者旋出过程中带动补料过渡压帽。
2.3.2 易磨损O型密封圈检查
检查罐底取样阀O型密封圈,破损的O型密封圈会使罐底密封不严,如果罐底O型密封圈断裂,会使得密封彻底失效。
全开罐底阀。
用内六角扳手拧松罐底阀固定环的固定螺丝。
逆时针(从下向上)拧下罐底阀固定环,取出罐底阀。
检查罐底阀上O型密封圈是否有损伤,更换损伤O型密封圈。
将罐底阀装回并拧紧罐底阀固定环。
拧紧罐底阀固定环的固定螺丝。
注意:罐底的密封是靠O型密封圈填充底阀轴和底阀内壁密封,关到底即可,用力拧对密封没有效果,可能会损坏底阀或者密封圈。
注意:罐底阀使用过程中必须保证罐底阀固定环的固定螺丝正常拧紧,否则罐底阀固定环会有脱落的风险,可能会造成罐内发酵液泄露甚至人身伤害。
检查空气分布管连接罐体处密封O型密封圈,压扁或者破损会导致部分气体在此处泄露,造成有效通气量与预计不符的实验偏差。
拧下空气分布管固定环,取下空气分布管。
O型密封圈位于空气分布管罐体侧连接处,根据需要更换此O型密封圈。
将空气分布管下端装入位于挡板上的限位槽内,上端对准连接处拧紧固定环。
检查护套内O型密封圈,此O型密封圈隔离了电极在罐内无菌部分和非无菌部分。
用小的一字螺丝刀或者牙签取出护套内O型密封圈。
将新的O型密封圈塞入护套内腔。
用小的一字螺丝刀或者牙签将O型密封圈放入护套内腔凹槽。
注意:破损会导致发酵液进入电极和护套之间的缝隙,形成灭菌死角。此外,发酵液会导致电极和护套内壁的粘连,在取出电极的时候可能会损坏电极。
注意:由于电极末端O型密封圈的作用,此O型密封圈破损可能不会导致罐内液体渗出,因此,保压测试可能不能发现此O型密封圈的破损;通常情况下,根据电极插拔的阻力可以判处此O型密封圈的状态,或者定期进行更换(根据使用频率用户自行确定,一段时间未使用后建议更换)。
注意:如果电极被粘连难以取出,按照2.4.3 注意提示操作。
其他需要注意的O型密封圈:护套外O型密封圈、尾气冷凝器两端和尾气冷凝器进水、回水接口处O型密封圈。
2.3.3 过滤系统气密性检测
检查过滤器系统连接和阀门是否漏气。
关闭空气进罐隔膜阀、过滤器排冷凝水阀、隔膜阀前排凝阀、蒸汽进过滤器阀。
打开空气进过滤器阀向过滤器通入空气至达到总管压力(通常不低于0.2MPa)。
关闭空气进过滤器阀,缓缓打开隔膜阀前排凝阀,使得过滤器内压力下降到0.2Mpa后关闭。
观察过滤器上方压力表读数变化。
如果压力升高,说明空气进过滤器阀门泄露,更换并确认此阀门正常后继续下一步。
如果压力下降,说明后端管路或阀门有漏气点。用肥皂水检查过所有接头,拧紧或更换漏气接头;拆开过滤器排冷凝水阀靠近排污管路检查阀门密封情况,如果阀门关不死,立即更换;如果以上问题都排除,检查空气进罐隔膜阀,并考虑更换膜片。
重复这一过程直到压力在2小时内没有发生可见的变化。
注意:连接排污的阀门一旦漏气极易污染。
2.3.4 罐体气密性检查
完成上述检查后,确认罐底阀关闭、向罐体内加入1/2到2/3的水,关闭排气控制阀、在线尾气分析取样阀。
向罐内通入空气,加压至0.1MPa左右。
关闭空气进罐隔膜阀,观察压力变化情况。
如有明显下降,根据漏气声音或用肥皂液检查进、出气管路阀门的接口与阀门、罐盖与接插件等处可能的泄漏点,排气至常压后加以处理,重复以上步骤直至罐压2小时内无明显下跌。
注意:严禁空罐加压,一旦电极或其他部件射出,将会非常危险。
2.4 电极检查和标定
2.4.1 电极使用前检查
检查pH电极玻璃电极是否有裂痕、电解液是否严重变色。
检查DO电极电极膜是否完好、电解液是否充足。
2.4.2 电极的活化
上电12小时以上,pH电极浸入饱和的KCl,DO电极浸入水中。
注意:如果不进行活化,电极在使用过程中会有较大漂移。
2.4.3 电极标定
pH电极标定均为两点缓冲液标定,根据所控制的pH选择两种不同pH的缓冲液。
电极标定界面输入两种缓冲液的pH值。
将缓冲液恢复至室温温度。
将pH电极插入一种缓冲液中,待数值稳定,按下对应的确认键。
用去离子水清洗电极表面并用吸水纸沾干,将电极浸入另一种缓冲液中,带数值稳定后,按下对应的确认键。
DO电极零点标定在灭菌阶段,满度标定在种前。
安装电极,安装过程中电极变送线不要取下。
注意:电极和护套以及护套和罐体接口之间密封均为O型圈密封,拧紧电极或者护套均不能增加密封程度。过度拧紧会损坏设备,此处拧紧禁止使用工具。pH电极难以从护套中徒手拧出,可能是O型圈被料液黏住,用热水浸泡一段时间尝试徒手拧出,如需借助工具必须十分缓慢用力。DO电极拧入护套要始终向拧紧方向,如需拧出,一定要用手捏住电极尾部,不能让整个电极随之转动,否则可能将电极帽拧松或者拧开。
2.5 罐重标定
2.5.1 斜率标定
确认罐内无料液或水、温控关闭、夹套进排水阀门、夹套蒸汽进排阀门关闭。
进入罐重标定界面。
按下第一个确认按钮,将此时罐重标为0。
小心将两个10kg砝码放在罐盖上,待罐重读数稳定后,按下第二个确认按钮,标定斜率。
小心取下砝码。
将发酵过程中所有电极及附件安装就位。
打开夹套进排水阀门,控制面板上设置温控为手动冷却。
当罐重显示稳定后,点罐重标定界面上去皮按钮。
关闭温度控制冷却。
注意:取放砝码要小心,防止砝码跌落伤人。
注意:罐重斜率无需经常标定,通常情况下连续使用只需要去皮操作。
2.6 补料称标定
确认称面上无任何物品。
点击对应称标定界面标定零点按钮。
小心将两个4kg砝码置于称面,读数稳定后按下标定满度按钮。
按照以上方法完成其他所有称的标定。
2.7 补料累计清零
依次进入设置pH、消泡、补料。按下累计值旁边的R按钮清零累计量。